
衝壓折彎件形狀和尺寸不合乎要求是生產中經常遇到的質量問題,它的原因是多方麵的,但主要是由於材料的回彈及定位不可靠等造成的。
1)回彈造成不合格。
從折彎變形過程分析可以知道,中性層兩側受力方向相反(外側受拉、內側受壓),當折彎結束後,中性層兩側材料的彈性回複方向相反,產生明顯的回彈。
折彎變形一般限於材料的局部區域,材料的其它部分處於自由狀態,彈性回跳受到總體尺寸的牽製較小,故衝壓件形狀變化較大。

當工件寬度大於3倍料厚時,在寬度方向沿折彎線還會出現弓形撓曲,克服回彈有以下幾個措施:
1)在工件上設置加強筋。在折彎處壓出加強筋,使折彎件回彈比較困難,這樣既增加了折彎件尺寸的準確性,又能提高折彎件的剛度。
2)采用彈性模數大、屈服極限低和機械性能穩定的材料。
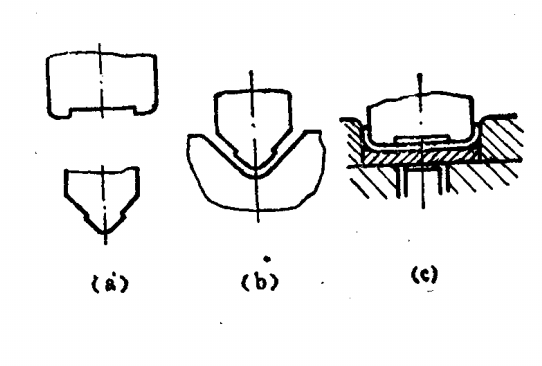
3)壓彎V形件時,采用校正(矯正)折彎。
4)壓彎U形件時,衝壓模具采用較小間隙。
5)毛坯在壓彎前先進行退火處理,使塑性增加。
6)在保證使用性能和工件不開裂的條件下,采用小的凸模圓角半徑。
7)在凸、凹模的結構形狀上想辦法:①壓彎U形件吋,在凸模和頂板上做出半徑約為20t的圓柱麵,(t為料厚),折彎後,利用底部的反回彈來抵消折彎處的回彈。或將U形折彎的凸模做成帶雙向斜度。②折彎材料厚度大於0.8毫米,且塑性較好時,凸模可做成下圖所示形狀。
8)對於折彎半徑很大的弧形折彎件,可釆用拉彎工藝。
9)在折彎過程中采用遠比實際所需折彎力大得多的力來進行校正性折彎。

二,毛坯定位不可靠造成不合格。
毛坯定位不可靠,造成在折彎過程中毛坯滑動,使產品不合格。提高定位可靠性的措施有:
1)由氣墊、橡皮、彈簧等構成頂件器,通過頂板,在毛坯進入折彎前就對毛坯施加反向壓緊力。以此增大毛坯所受的摩擦力,阻止毛坯可能發生的移動。還可在壓料杆頂麵、壓料板或凸模工作麵上製作齒紋、麻點、頂錐等,以增加定位的可靠性。
2)選擇可靠的定位形式定位主要有以外形定位和以內孔定位兩種形式。外形定位操作方便,但可靠性差。內孔定位操作不夠方便,使用範圍較窄,但定位可靠。如果在采用內孔定位同時,又采用壓料裝置,定位會具有較好效果。
3)毛坯受力不對稱造成不合格形狀不對稱的工件在折彎時因受力不均會引起毛坯移動。為使折彎時毛坯受力均勻,可將不對稱工件組合成對稱工件,一次壓彎。
發展重點的選取應根據市場需求、發展趨勢和目前狀況來確定。可按產品重點、技術重點和其他重點分別敘述。 1、 衝壓模具 產品發展重點。 衝壓模具 共...
衝壓模具 依照模具結構分可分為 單衝模 、 連續 模 和 複合模 ,那麽這三種有什麽區別呢? 單衝模 :一般是由一個凹模和一個凸模或是由多個凹模和多個...
變薄拉 伸 ,通常是拉深工序或冷擠成形工序後進行的一種旨在實現極薄壁杯形件的成形工序,也可用此方法實現極薄壁管件的成形。 變薄拉伸 也是在拉伸...
